зЩбЏШШЯпЃК400-1500-108

ЕТЙњЙЄвЕжЪСПНтОіЗНАИАйФъЦЗХЦ

400-1500-108
ЕчЛАЃК0512-50369657
ДЋецЃК0512-57566118
гЪЯфЃКzeiss.sale@yosoar.com
ЕижЗЃКРЅЩНЪаДКъЭТЗМЮдЃЙуГЁ1ДБ1001Ъв
ЁЁЁЁЙЄгћЩЦЦфЪТБиЯШРћЦфЦїЃЌЖјШ§зјБъВтСПЛњЕФ“Цї”ОЭЪЧЬНеыЁЃВЬЫОЬНеыНјаааЃзМВЂДяЕНЙцЗЖвЊЧѓЪЧВтСПЕФЛљБОЬѕМўЁЃ
ЁЁЁЁШ§зјБъЬНеыаЃзМзюживЊЕФБъзМЪЧЬНеыаЃзМSжЕЁЃЫљЮНSжЕЃЌжИЕФЪЧБъзМВюЁЃвЛАуРДЫЕЃЌжїЬНеы(Mater Probe)аЃзМSжЕ ≤ 0.5μЃЌЙЄзїЬНеыаЃзМSжЕ ≤ 1μЁЃ ЪзЯШвЊЫЕУїЕФЪЧЃЌетИіSжЕЕФХаЖЯЪЧИіОбщжЕЃЌВЂЗЧОјЖдХаЖЯЁЃЛЛОфЛАЫЕЃЌSжЕЪЧИізлКЯСПЃЌКЭЛњЦїЃЌКЭДЋИаЦїРраЭЃЌКЭЬНеы(ГЄЖШЃЌДѓаЁЃЌНсЙЙЃЌВФжЪЕШЕШ)ЖМгаЙиСЊЕФЁЃ ЫфШЛДѓЖрЪ§ЪЙгУЧщПіЯТ(ВЛеыЖдИіБ№ЪЙгУЧщПі)ЃЌSжЕЪЧПЩвддкЩЯЪіЗЖЮЇФкЃЌЕЋеыЖдОпЬхЧщПіЛЙЪЧвЊОпЬхЗжЮіЕФЁЃ
ЁЁЁЁбдЙще§ДЋЃЌЩЯУцНщЩмСЫетУДЖрЃЌЪЧЮЊСЫв§ГіДѓМвЖдгкЬНеыаЃзМSжЕЕФЦеБщРэНтЁЃетЦЊЮФеТЪЧЙигкЬНеыSжЕЕФЬжТлЃЌФЧУДЬжТлЪВУДФи?ЮвУЧОЭЪЧвЊЬжТлетИіОбщжЕЃКжїЬНеы(Mater Probe)аЃзМSжЕ ≤ 0.5μЃЌЙЄзїЬНеыаЃзМSжЕ ≤ 1μЁЃ ЫљЮНОбщжЕЃЌЪЕМЪЩЯРрЫЦЭГМЦЗжЮіИХФюЃЌЪЧНсКЯКмЖрЪЙгУЪ§ОнЯТЃЌЛузмЕУЕНЕФЩшБИЬНеыаЃзМФмДяЕНЕФЦеБщЧщПіЁЃ
ЁЁЁЁЮЊСЫЗНБуКѓајЫЕУїЃЌМђЕЅНщЩмЯТБъзМВюЕФЖЈвхЁЃБъзМВюЃКStandard DeviationЃЌЪЧРыОљВюЦНЗНЕФЫуЪѕЦНОљЪ§ЕФЦНЗНИљЁЃБъзМВюЪЧЗНВюЕФЫуЪѕЦНЗНИљЁЃБъзМВюФмЗДгГвЛИіЪ§ОнМЏЕФРыЩЂГЬЖШЁЃ
ЁЁЁЁ
ЁЁЁЁБъзМВю=sqrt{ЗНВю}=sqrt{[(x1-x)^2 +(x2-x)^2 +......(xn-x)^2)]/(n)}ЃЌsqrt()ЮЊЫуЪѕЦНЗНИљЃЌxЮЊЦНОљЪ§ = (x1+x2+x3+...+xn)/n
ЁЁЁЁЯТУцОЭРДВрУцЙлВьетИіОбщSжЕЁЃЮЊСЫИќКУЕФЫЕУїЧщПіЃЌНјааСЫЖрзщЪЕбщЁЃЗжБ№ЪЙгУВЬЫОШ§зјБъЕФ4ПюЛњЦїЃК
ЁЁЁЁЂйZEISS Contura 900/1600/800 VAST XT GOLDЩшБИЃЌ
ЁЁЁЁЂкZEISS Contura 1000/1200/600 RDS+VAST XXT ЩшБИЃЌ
ЁЁЁЁЂлZEISS Duramax 500/500/500+ VAST XXTЩшБИЃЌ
ЁЁЁЁЂмZEISS O'inspect 500/400/300+VAST XXTЩшБИЃЌ
ЁЁЁЁЮвУЧЯШДгжїЬНеы(Mater Probe)аЃзМSжЕ ≤ 0.5μПЊЪМЬжТлЁЃ
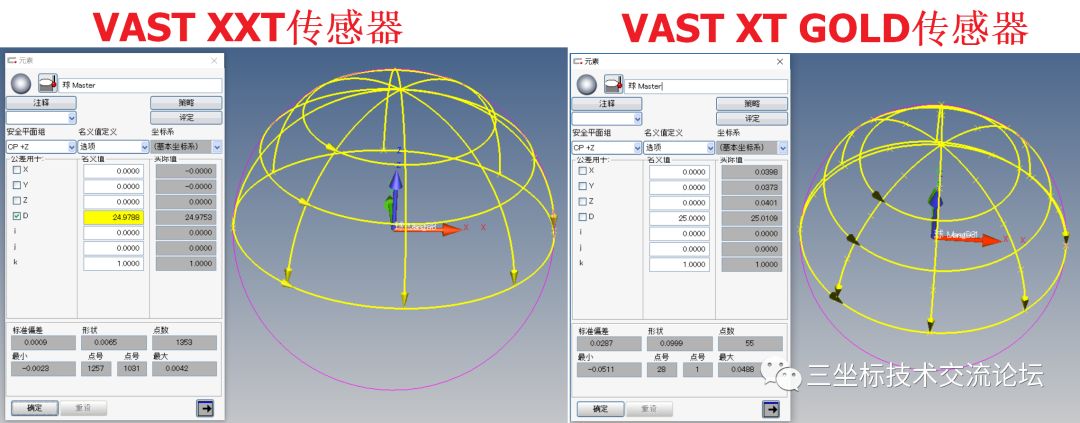
ЁЁЁЁВтЪдЗНЗЈЃКЪЙгУВЬЫОжїЬНеыВтСПБъзМЧђЁЃФЃФтДЋИаЦїЕФЬНеыаЃзМЗНЪНЃЌЖдгкVAST XXTДЋИаЦїЃЌЪЙгУЩЈУшЗНЪНВтСПЧђ(РэТлЕуЪ§ЃК1131Еу);ЖдгкVAST XT GOLDДЋИаЦїЃЌЪЙгУДђЕуЕФЗНЪНВтСПЧђ(РэТлЕуЪ§ЃК55Еу)ЁЃ
ЁЁЁЁ

ЁЁЁЁ
ЁЁЁЁЪЙгУЬиад“АыОЖВтСП”ЃЌМЦЫуЪфГіУПИіВтСПЕуЕФАыОЖЁЃ

ЁЁЁЁЫЕУїЃК вЊМЦЫуБъзМВюЃЌашвЊНЯДѓЕФЪ§ОнСПЃЌЫљвдашвЊжиИДдЫааВтСПШєИЩДЮЁЃЬиБ№ЖдгкVAST XT GOLDДЋИаЦїЃЌУПДЮВтСП55ИіЕуЃЌЪЕМЪГЬађжСЩйашвЊдЫаа50ДЮЛђИќЖрДЮЪ§
ЁЁЁЁВтЪдНсЙћЃК4ЬЈЩшБИжїЬНеы(Mater Probe)ВтСПБъзМЧђЃЌМЦЫуЕУЕНЕФSжЕЃКЂй DuramaxЛњЦї0.64μ;Ђк O'inspectЛњЦї0.56μ;Ђл Contura RDS VAST XXTЛњЦї0.4μ;Ђм Contura VAST XT GoldЛњЦї0.21μ


ЁЁЁЁВтЪдНсТлЃКФЃФтЬНеыаЃзМЙ§ГЬЃЌЪЙгУжїЬНеы(Mater Probe)ЃЌВтСПБъзМЧђ(ЙЬЖЈЪНVASTЬНЭЗДђЕуВтСПЃЌVAST XXTЬНЭЗЩЈУшВтСП)ЃЌШЛКѓЭЈЙ§УПИіЕуЕФАыОЖжЕЃЌМЦЫуЕУЕНБъзМВюSжЕНгНќЛђаЁгк0.5μ
ЁЁЁЁЖдгкШЮКЮвЛЬЈЩшБИРДЫЕЃЌжїЬНеыЪЧКуЖЈЕФ(ЬиЖЈжБОЖДѓаЁЃЌЬиЖЈГЄЖШЃЌЬиЖЈВФжЪ)ЃЌЫљвджїЬНеы(Mater Probe)ЕФаЃзМSжЕ ≤ 0.5μЪЧЦеБщГЩСЂЕФЁЃ
вдЩЯЮЊФњНщЩмЕФОЭЪЧдкРћгУВЬЫОШ§зјБъВтСПЛњНјааВтСПЧАШчКЮЖдШ§зјБъВтеыНјаааЃзМЕФЗНЗЈЁЃВтеыаЃзМЪЧКмвЊБивЊЕФЃЌвђЮЊжБНгЙиЯЕЕНВтСПНсЙћЕФзМШЗадЁЃЯЃЭћвдЩЯЮФеТЖдФњгаЫљАяжњЁЃ
 ЮЂаХЙизЂЮвУЧ
ЮЂаХЙизЂЮвУЧ